Hot melt drill which is also called hot drill, has changed the traditional drilling and fastening process. It can make the previous processing problem – tapping and fastening of thin plates and tubes can be easily solved in a few seconds.
The drill bit of the hot melt drill is made of tungsten carbide material. After the most advanced heat treatment process, the drill bit can maintain high hardness and high wear resistance at a high temperature of 600 degrees and a high-speed rotation of 1500~3000 rpm, and can withstand vertical extrusion pressure.
Hot melt drills are made of wear-resistant and high-temperature-resistant carbide materials.
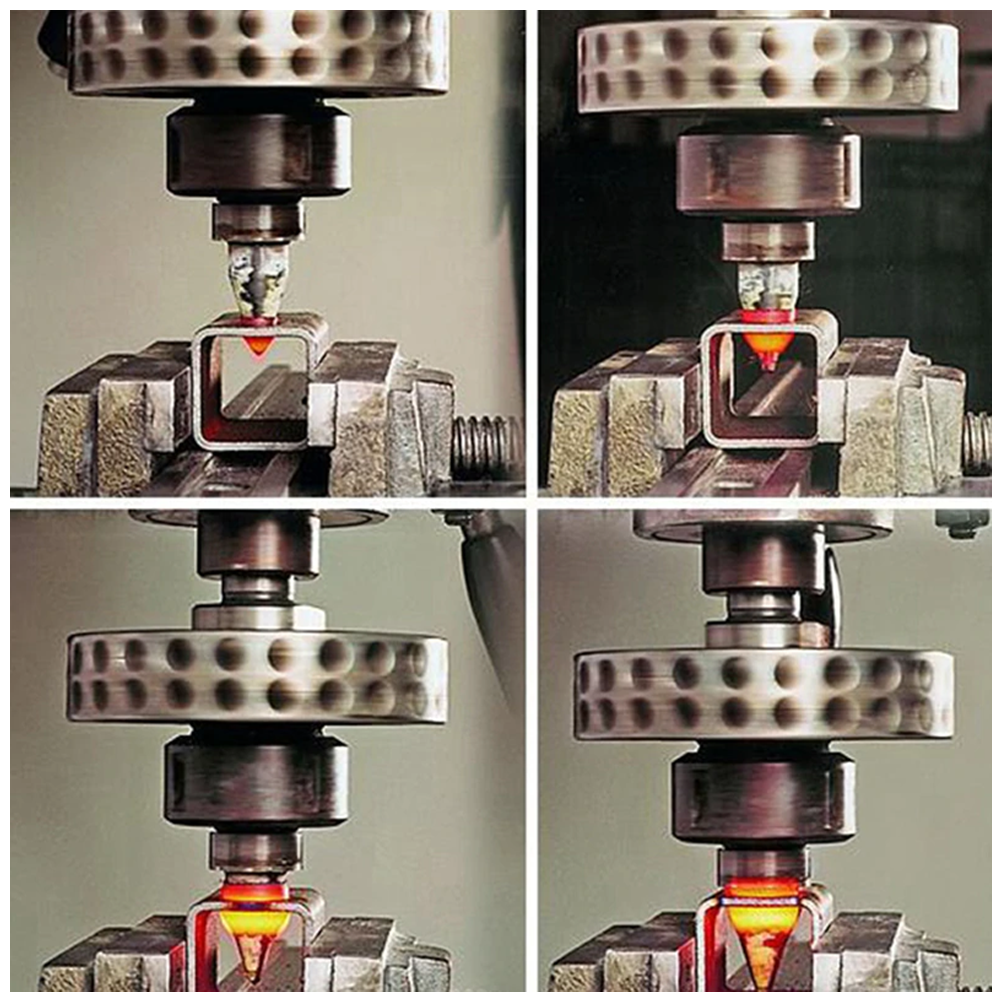
When the tool and the workpiece come into contact, the high rotation speed and appropriate axial thrust (feed force) cause severe friction between the drill bit and the metal, instantly reaching a temperature of 600 to 800°C.
The metal in the area near the drill bit rapidly softens. Axial pressure is continued to be applied, quickly extruding bosses and bushings that are about 3 to 5 times the thickness of the original plate on the upper and lower surfaces of the workpiece. The whole process only takes 2 to 6 seconds.

▶Advantages of hot melt drill
1) Improve production efficiency: rapid drilling and rapid bushing forming, the whole process only takes 2 to 6 seconds. Formed bushings can directly extrude threads; replacing welding nuts or riveting nuts with cumbersome production processes.
2) Improve product quality: simplified process flow, easy operation; high hole position accuracy; extruded screw threads have high tensile strength and torsion resistance.
3) Reduce production costs: The operation is simple and easy to master, no additional equipment is required, and expensive welding processes are replaced.
4) Clean and environmentally friendly, no lint.
5) Save materials.
▶Specifications of hot melt drill
According to the thickness of the workpiece that needs to be drilled, it is divided into two length specifications.
Short drill: suitable for penetrating workpieces with a thickness of 0.8~3mm;
long drill: suitable for penetrating workpieces with a thickness greater than 3~12mm.
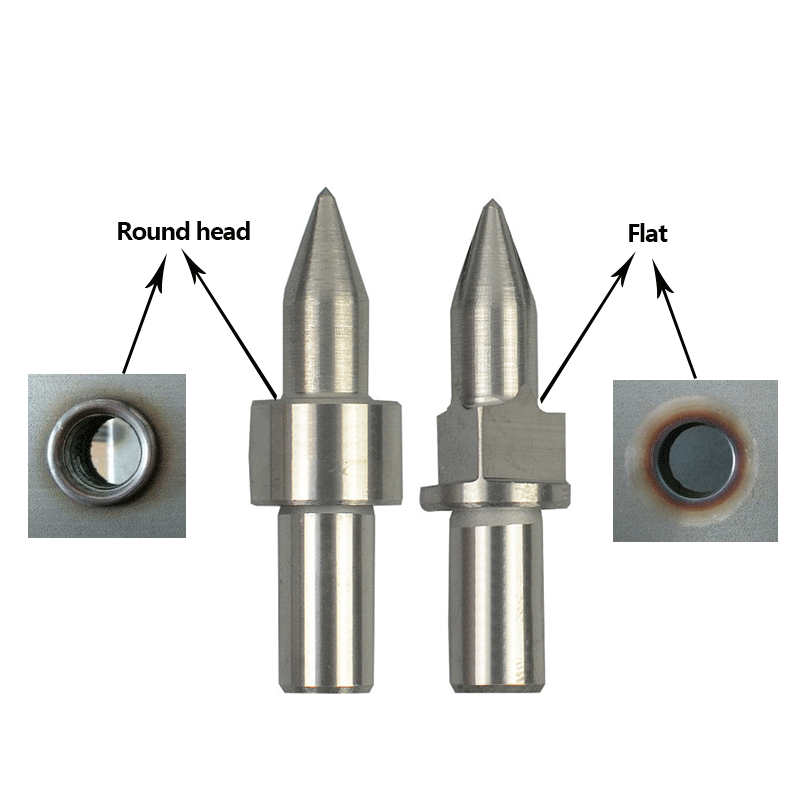
According to the surface requirements of the workpiece after hot drill penetration, it is divided into two specifications.
Standard hot drill: The hot drill penetrates the workpiece and stretches to form the bushing while forming a convex ring on the surface of the workpiece;
Flat type hot drill: The hot drill penetrates the workpiece and stretches to form the bushing while cutting off the convex ring on the surface of the workpiece. The workpiece surface is smooth.
▶Application scope of hot melt drill
Auto parts industry; sheet metal, air conditioning, radiator and other industries; furniture, medical equipment, fitness equipment, shelves, containers, etc.
Hot melt drill forming can be adapted to almost all thin-walled metals (excluding tin or zinc), such as ordinary steel, stainless steel, mild steel, aluminum, copper, brass, bronze, titanium alloys and various other ductile materials.
Workpiece material, electroplated workpieces can also be processed.